

FFE Models
Ditch the chiller with the FFE series of falling film evaporators. Offering high solvent recovery rates and unparalleled efficiency, the FFE series saves you money and time. See the information below to learn how you can get a return on your investment sooner.
Request A Quote
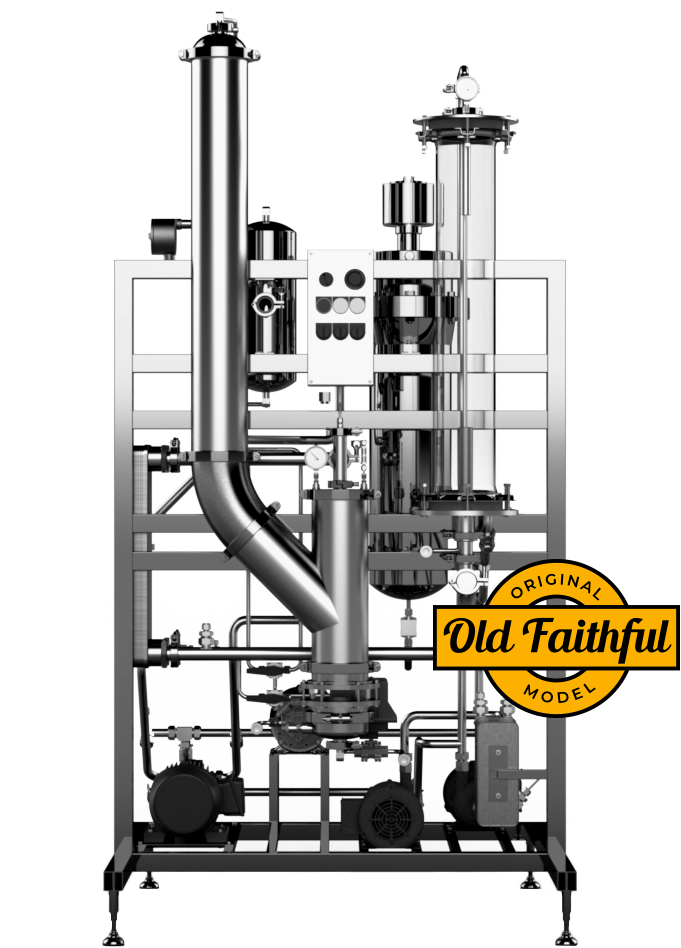
FFE O-Series The Old Faithful Model
The O-Series is our classic design. Revolutionary condensing technology makes the O-Series the most efficient evaporator on the market.
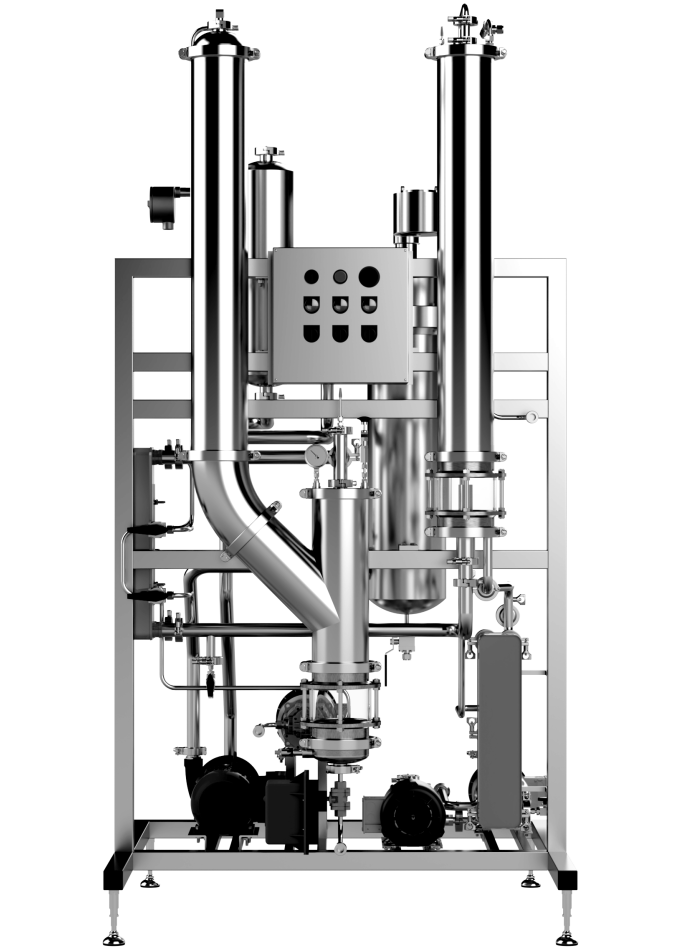
FFE S-Series The Specialized Model
The S-Series provides customers with an even higher performance level of evaporation with more in-depth controls to achieve optimal processing workflow.
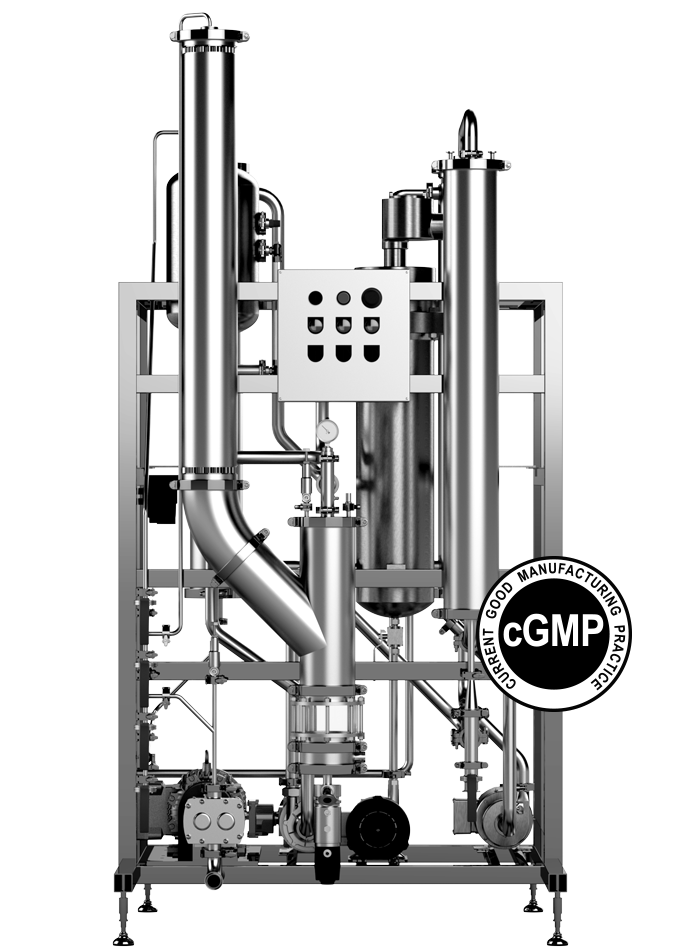
FFE S-Series Pro The GMP Model
Traceability, drainability, and high quality materials make the S-Series Pro the right choice for GMP processing facilities.
Capacity
Classification
Solvent Compatibility
- Ethanol
- Methanol
- Isopropyl Alcohol
Thermal Fluid Pump Rate
GMP Compliant
Additional Features
- Ethanol
- Methanol
- Isopropyl Alcohol
- Hexane
- Heptane
- Ethanol
- Methanol
- Isopropyl Alcohol
- Hexane
- Heptane
Different By Design TM
Different By Design TM
Unit throughput and efficiency are the most important things to consider when building a processing facility. This is where the Yellowstone FFE sets itself apart.
- 250-300 LPH
- 99% Recovery
- Space Saving Design
- Quality Build
- 316 Stainless
- No Chiller Required
FFE S-Series Pro model.
Unique Build & Innovation
Yellowstone FFE units outperform the competition for a reason. Through our proprietary modular approach to design, our teams consistently innovate at every stage of the FFE process (heating, evaporation, cooling) and output industry leading technology at every stage of the evaporation process.
Because others do everything. We do FFE.
-
Cleanability.
The product contact surfaces of the Yellowstone Extraction Falling Film Evaporator are designed to be easily cleaned using an integrated cleaning cycle. Frequent cleaning using our cleaning cycle is intuitive and simple. A clean process optimizes efficiency and eliminates contamination between batches.
-
Safety.
The Yellowstone Extraction Falling Film Evaporator has been engineer peer reviewed and is approved for installation in Class I, Division 2/Zone 2 hazardous locations across North America.
-
Small Footprint.
Measuring at just 4’ x 4’ and 8’ tall, the Yellowstone Extraction Falling Film Evaporator comfortably fits into any size of facility.
-
S-Series PRO
ExclusiveThe following features are exclusive to the FFE S-Series Pro model.
-
Double Tubesheet Heat Exchangers.
Double Tubesheet Heat Exchangers are an important part of quality control in GMP processes. The separation of the tubesheets insures that there is no fluid mixing in the unlikely event of a leak, preventing product spoilage and allowing leaks to be immediately identified.
-
Surface Finish.
In order to verify that Yellowstone machinery is cleanable and not additive to the process, we exclusively use 316L stainless steel for metallic product contact surfaces. Stainless steel is highly polished, limiting areas where bacteria and particulate can accumulate. High quality materials and smooth surface finishes ensure that Yellowstone machinery is easily validated in GMP facilities.
-
Exterior Cleanability.
The Yellowstone FFE is made almost entirely out of stainless steel and PTFE, meaning it will withstand some of the harshest cleaning chemicals which may be used in a GMP facility. Additionally, all electrical components in the processing area are rated Type 4X/IP67 or higher, allowing for the system to be easily sprayed down with cleaners.
-
Traceability.
Our GMP models come with an extensive turnover package, containing the necessary documentation to validate the quality of materials. Thorough documentation ensures that Yellowstone systems will be easily implemented into GMP facilities.
-
Drainability in Lines.
In order for processes to be validated, it is important to ensure that product is not being contaminated by outside contaminants, past batches, or cleaners. One of the ways this is accomplished in a Yellowstone system is with fully drainable lines. Through use of angled lines, strategic drain ports, and careful design, all Yellowstone lines are fully drainable.

Easy To Use
Switch it on & turn it up, it’s that easy.
Startup of a Yellowstone FFE requires turning three switches and setting the dosing rate. After that, operators just need to monitor and occasionally tweak system conditions to optimize the product output.
No Pressure
No steam, no added costs, no pressure.
Unlike steam generators, Yellowstone’s onboard heating system isn’t subject to pressure vessel regulations, doesn’t require additional investment, doesn’t expand the machine’s footprint, and does not require complicated installs and servicing. Simplicity in the heating system means less chance for down-time.
Continuous Operation
Our Falling Film Evaporator integrates automatic control systems for ease of use and to decrease processing times. The dosing pump and automated draining systems allow for continuous operation with minimal operator input. Our proven evaporation and condensation rates ensure that you will be left with high purity concentrates and solvents, achieved at rapid speeds.

Chill Without The Chiller
Patent-pending technology works to rapidly condense all the solvent vapor. This is by far the most economical and energy-efficient condenser available in the industry, as it replaces pricey chillers with a radiator requiring less energy input.
Costs
Energy
Technology
Our FFE Condenser
Higher surface area means more effective heat transfer. This is what makes our Diffusion Condenser the most efficient condenser on the market. Vapor bubbles are completely enveloped in cooled solvent, creating the highest possible surface interaction. This drastically reduces the cooling required, completely eliminating the need for chillers.
Paired With
Our Fluid Cooler
In order to maintain the condenser temperature, the condenser reservoir is constantly cooled with a circulated water loop. The system heat is then removed as the water travels through an outdoor radiator assembly. This is a much more efficient and affordable cooling method than chiller-based systems.

5 Year Energy Cost Comparison

Our Condenser's Energy Usage 2.16kw @ $0.12/kWh @ 40 hrs/wk for 52 weeks/year = $539
Comparable Chiller's Energy Usage 45kw @ $0.12/kWh @ 40 hrs/wk for 52 weeks/year = $11,232
* based on average 2020 electricity rates of $0.12/kWh
† assuming chiller energy usage of 45kW
‡ assuming a chiller COP of 1.35

Safety First
When working in hazardous locations, failure is unforgiving and consequences are dire. Because of this, safety is at the forefront of our engineering team’s design decisions. Our designs have multiple redundant fail safe mechanisms to ensure that hazards to the operator are statistically eliminated. We perform sensitive FMEA (Failure Modes and Effects Analysis) and design our machines such in the event of a component failure, we can rely on alternate safety devices.
Triple Redundancy
Failsafe
How Our FFE Works

Step 1 Evaporate.
Evaporation in our 60 kW Falling Film Evaporator happens at nearly 20 times the speed of a 20L rotary evaporator. The oil and solvent mixture is pumped into the top of the Falling Film Evaporator where it is dispersed over the tube openings. As the mixture falls down the inner surfaces of the heated tubes, the solvent boils off by the time it has reached the bottom.

Step 2 Purify.
Product contact with heated components is gentle and fast, ensuring that the oils are purified without degradation to the desired compounds. Once the solvent and oil are separated, the oil drains from the system automatically and the purified solvent easily passes through as vapor before it is condensed.
Step 3 Condense.
Patent pending technology works to rapidly condense all the solvent. This is by far the most economical and energy efficient condenser available in the industry, as it replaces pricey chillers with a radiator requiring less energy input.

Machine Specifications
Machine Specifications
- Voltage
- 480 V 3 Phase
- Amperage
- 75.5A - 82A
- Wattage
- 60 kW
- Alcohol Recovery Rate
- 250-300 LPH
(66-79 GPH) - Operational Footprint
- 4' x 4' x 8'
- Solute Max Temperature
- 194 °F (90 °C)
- Dwell Time
- 5 Seconds
- Additional Equipment Included
- Radiator & Control Panel
High Quality Manufacturing
Yellowstone equipment is designed, assembled, and tested in Canada. Quality is at the forefront of our manufacturing process, which is why our facility's quality management system is certified to the internationally recognized ISO 9001:2015 standard.


Contact us
for product pricing